Date tehnice
- Metodă de sudare: MMA | MMA PULSE | RIDICARE TIG | TIG-LIFT PULSE
- Alimentare: 230V / 50Hz
- Consum de energie: 7,6 kVA
- Interval de curent pentru sudarea cu electrod MMA: 20–330 [A]
- Interval de curent pentru sudură TIG: 15–330 [A]
- Curent de sudare, ciclu de funcționare 100%: 262 A
- Curent de sudare, ciclu de funcționare 60%: 330 A
- Ciclu de funcționare nominal: 60%
- Diametrul sârmei electrodului: 1,6–4 mm
- Clasa de izolație: F
- Grad de protecție: IP21S
- Lungimea cablului de alimentare: 155 cm
- Greutatea dispozitivului: 3,4 kg
- Greutate brută: 5 kg
Modelul PM-IMGT-330L este un aparat de sudură cu invertor, al cărui design se bazează pe tranzistoare IGBT eficiente. Este echipat cu un afișaj LCD transparent care afișează curentul de sudură setat cu butoanele.
Aparatul de sudură este echipat cu un ventilator care răcește circuitele electronice și alte componente, precum și cu un senzor termic care protejează dispozitivul de supraîncălzire.
Setarea conținutului
- Aparat de sudură POWERMAT PM-IMGT-330L
- Cablu subteran (200 cm)
- Cablu de sudură (200 cm)
- Mască de sudură
- Ciocan cu perie
- Ambalajul original
- Manual de utilizare în limba poloneză
Caracteristicile dispozitivului PM-IMGT-330L
Funcții automate încorporate care vă ușurează munca:
THE
PORNIRE LA CALD , mai cunoscut sub numele de pornire la cald, permite creșterea temporară a curentului de sudare peste valoarea setată de sudor. PORNIRE LA CALD funcționează atunci când arcul este aprins și are scopul de a împiedica lipirea electrodului de material. Face mult mai ușoară aprinderea electrodului.
Cel/Cea/Cei/Cele
ANTI-ADERENT reduce/minimizează tensiunea și curentul de sudare în cazul unui scurtcircuit între electrod și materialul sudat. Funcția ANTI-ADERENTĂ permite sudorului să îndepărteze electrodul mai ușor.
Cel/Cea/Cei/Cele
ARC FORCE stabilizează arcul, indiferent de lungimea sa. Reducerea valorilor funcției are ca rezultat un arc moale și o adâncime de penetrare mai mică, în timp ce creșterea valorilor funcției are ca rezultat o penetrare mai profundă și posibilitatea sudării cu arc scurt. Cu cea mai mare valoare a funcției ARC FORCE, este posibil să împingeți electrodul în baia de metal topit și să ardeți materialul. Acest model are control automat ARC FORCE.
THE
VRD este un sistem de reducere a tensiunii conceput pentru a opri alimentarea cu energie electrică în câteva milisecunde după finalizarea sudării. Această funcție este responsabilă și pentru reducerea tensiunii pe electrodul acoperit la un nivel sigur. Funcția VRD pornește și oprește alimentarea cu energie a sudurii atunci când rezistența electrică măsurată între electrod și piesa de lucru în timpul funcționării atinge nivelul corespunzător. Când dispozitivul nu funcționează, VRD reduce automat tensiunea circuitului secundar dintre vârfurile de sudură de la 105 V la 14-24 V (acest lucru durează câteva milisecunde).
Design compact și minimalist
Aparatul sudează cu un curent de 20-330A și permite sudarea cu electrozi cu diametrul de 1,6-4 mm.
Tranzistorul IGBT combină avantajele a două tipuri de tranzistoare – controlul simplu al tranzistoarelor cu efect de câmp și tensiunea mare de străpungere și viteza de comutare a tranzistoarelor bipolare. Sudarea cu un electrod de 1,6 mm este acum posibilă atunci când se utilizează o siguranță cu întârziere din clasa C 16A. Pentru a funcționa la un curent maxim de 330A, este necesară o protecție de cel puțin 20A.
Aparatul de sudură cântărește doar 3,4 kg, ceea ce îl face foarte practic.
Utilizarea unui ventilator mare într-un dulap de sudură mic a crescut fluxul de aer, ceea ce a redus temperatura tranzistoarelor. Eficiența dispozitivului ajunge la 60%.
Colierele de cablu facilitează cu siguranță lucrul cu un aparat de sudură, făcându-l și mai convenabil.
Un aparat de sudură pe care nu l-ai mai văzut până acum
Combinație de MMA cu funcție de puls și Tiga cu puls
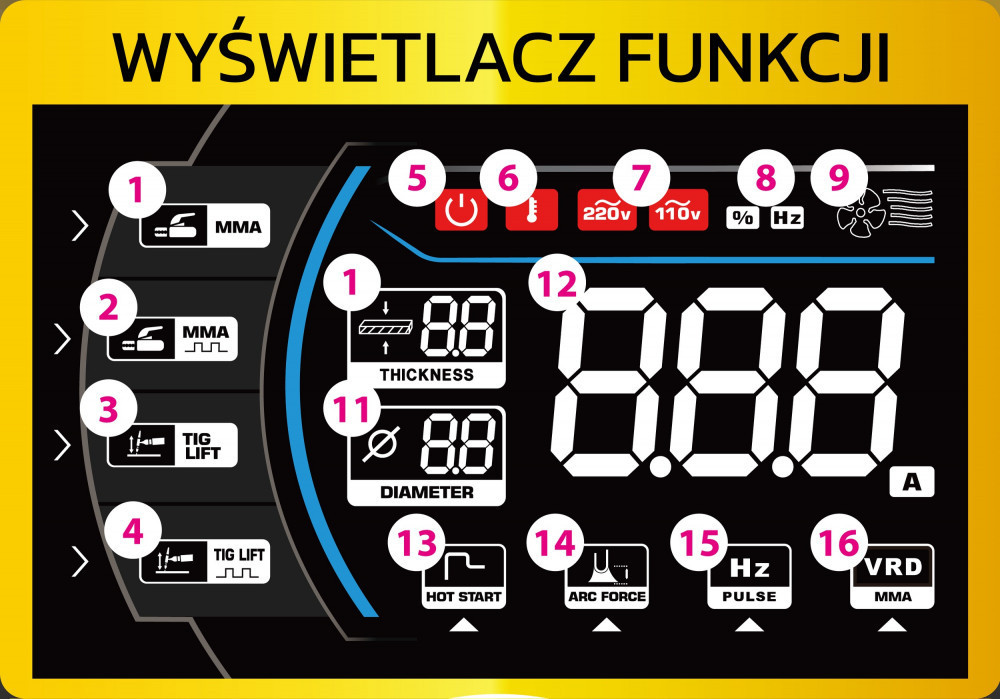
- Funcție de sudare cu electrod în modul MMA. Țineți apăsat butonul timp de 3 secunde, indicatorul luminos va clipi, puteți selecta acest mod de sudare rotind butonul.
- Funcție de sudare cu electrod în modul MMA pulsat. Țineți apăsat butonul timp de 3 secunde, indicatorul luminos va începe să clipească, rotiți butonul pentru a selecta acest mod de sudare.
- Funcție de sudare cu electrod în modul TIG LIFT. Țineți apăsat butonul timp de 3 secunde, indicatorul luminos va începe să clipească, puteți selecta acest mod de sudare rotind butonul.
- Funcție de sudare cu electrod în modul TIG LIFT pulsat. Țineți apăsat butonul timp de 3 secunde, indicatorul luminos va începe să clipească, rotiți butonul pentru a selecta acest mod de sudare.
- Pictograma indică faptul că alimentarea este pornită.
- Pictogramă de supraîncărcare a dispozitivului.
- Pictogramă de alimentare.
- Pictograme care simbolizează procentul sau frecvența parametrului selectat.
- Pictogramă ventilator activată.
- Parametrul pentru selectarea curentului de sudură depinde de grosimea materialului.
- Parametru pentru selectarea curentului de sudură și a diametrului electrodului.
- Valoarea parametrului setat este [A], [%], [Hz].
- Funcția HOT START. Funcționează la aprinderea arcului, determinând creșterea temporară a curentului de sudură peste valoarea setată. PORNIRE LA CALD este concepută pentru a preveni lipirea electrodului de material și este foarte utilă la pornirea arcului. Funcția poate fi selectată prin apăsarea scurtă a butonului.
- Funcția ARC FORCE. Această caracteristică facilitează transferul picăturilor de material topit de la electrod la materialul de bază, împiedicând stingerea arcului atunci când picăturile provoacă contact (adică scurtcircuit) între electrod și baia de sudură. Funcția poate fi selectată prin apăsarea scurtă a butonului.
- Funcție de modificare a frecvenței pulsațiilor. Face cusătura de sudură mai plată și sudura mai rezistentă. Metoda MMA PULSE / TIG LIFT Pulse este disponibilă. Utilizatorul poate seta ritmul pulsului de la 1 la 5 ori pe secundă. Funcția poate fi selectată prin apăsarea scurtă a butonului.
- Funcție VRD pentru modul MMA. Această funcție reduce tensiunea de ieșire la un nivel sigur de 20V fără sarcină, eliminând riscul de electrocutare. Funcția poate fi selectată prin apăsarea scurtă a butonului.
Opțiuni de sudare cu PM-IMGT-330L
Sudură cu electrod armat manual (MMA)
Sudarea cu arc cu electrod acoperit este numită și metoda MMA (sudura manuală cu arc) și este cea mai veche și mai universală metodă de sudare cu arc.
Metoda MMA utilizează un electrod acoperit, care constă dintr-un miez metalic acoperit cu un strat compactat. Între capătul electrodului și materialul care urmează să fie sudat se creează un arc electric. Arcul se aprinde prin atingerea vârfului electrodului de materialul care se sudează. Electrodul se topește, iar picăturile de electrod topit sunt transportate prin arc în baia de metal topit de sudură, formând o sudură după răcire. Sudorul deplasează electrodul către obiectul care se sudează în timp ce acesta se topește pentru a menține o lungime constantă a arcului și, în același timp, deplasează capătul de topire de-a lungul liniei de sudură. Acoperirea electrodului de topire emite gaze care protejează metalul lichid de efectele atmosferei, apoi se solidifică pentru a forma o zgură la suprafața bazinului, care protejează metalul sudat solidificat de influențele mediului. Odată ce electrodul este îndepărtat de piesa de lucru, arcul electric se oprește și procesul de sudare este întrerupt. După ce a fost depusă o perlă, zgura trebuie îndepărtată mecanic.
Diferența fundamentală față de alte metode de sudare este că, în metoda MMA, electrodul este scurtat. În metodele TIG și MIG/MAG, lungimea electrodului rămâne aceeași, iar distanța dintre mâner și elementul sudat este constantă. În metoda MMA, pentru a menține o distanță constantă între electrod și baia de sudură, suportul electrodului trebuie deplasat continuu spre elementul de sudat, ceea ce înseamnă că expertiza sudorului joacă un rol cheie.
Sudură TIG
Sudarea TIG este o metodă care vă permite să realizați suduri de cea mai înaltă calitate. Arcul de sudură este aprins între un electrod de tungsten neconsumibil, la temperatură înaltă, și piesa de lucru. Gazul inert care dă numele metodei creează o atmosferă fără oxigen și previne reacțiile chimice în baia de sudură lichidă. Acest lucru are ca rezultat îmbinări netede, uniforme și fără pori. Liantul este alimentat manual sau dintr-un alimentator de sârmă.
Sudarea TIG este posibilă cu toate metalele sudabile. Cele mai mari domenii de utilizare sunt oțelurile inoxidabile și metalele neferoase, cum ar fi aluminiul, cuprul și alama. TIG este utilizat în principal pentru a crea filete de bază în suduri, deoarece sudurile sunt curate și fără pori și, prin urmare, rezistă bine la încărcările dinamice.
Gaz de protecție inert
Gazul inert (nereactiv) este utilizat pentru sudarea TIG. Atmosfera gazoasă are o funcție protectoare - previne reacțiile chimice cu baia de sudură lichidă și materialul încălzit. Acest lucru garantează suduri de înaltă calitate.
Gazele nobile precum heliul, argonul sau amestecuri ale acestora sunt utilizate ca gaze de protecție. Argonul este cel mai des utilizat: optimizează proprietățile de aprindere și asigură un arc de sudură deosebit de stabil. Heliul conduce căldura mai bine decât argonul, asigurând o penetrare profundă și largă.
Electrodul de tungsten este inima sudării TIG. Wolframul are un punct de topire de 3380 de grade Celsius, cel mai ridicat dintre toate metalele pure din tabelul periodic. Datorită acestui fapt, electrodul nu se topește, în timp ce arcul de sudură pe care îl creează se încălzește și lichefiază materialul.
Aprindere de înaltă frecvență
Caracteristica specială a sudării TIG este că poate aprinde arcul de sudură fără contact. Impulsuri rapide și succesive de înaltă tensiune transmit scântei către piesa de prelucrat și stabilizează arcul de sudură. Pentru sudor, aprinderea de înaltă frecvență este extrem de ușor de utilizat. Electrodul nu poate adera la elementul sudat și nu se formează incluziuni de tungsten în sudură.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}